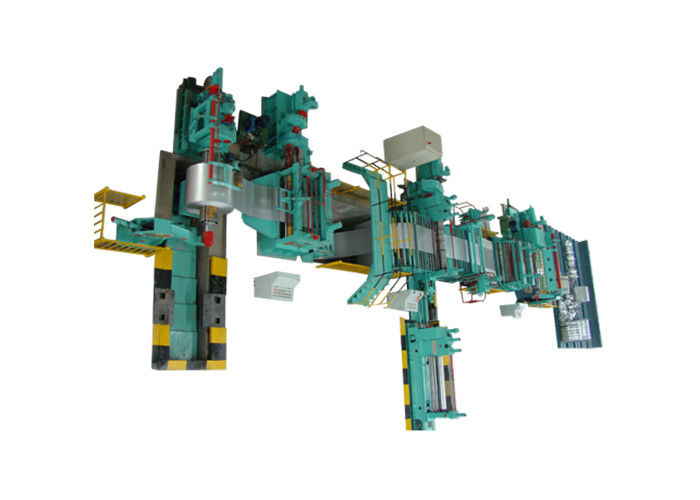
Prosedur Operasional Mesin Slitting Line Steel
Pekerjaan persiapan sebelum produksi mesin slitting steel
1. Sebelum produksi formal, debu dan kotoran serta benda asing lainnya pada permukaan peralatan dan koil harus dibersihkan dengan hati-hati untuk menjaga peralatan dan lantai dasar serta barang-barang bersih. Pada saat yang sama, semua rol di jalan panduan yang dilewati strip harus dibersihkan dengan hati-hati. Bila perlu, perlu dipoles dengan amplas dan kemudian dibersihkan dengan alkohol untuk memastikan bahwa permukaan produk jadi bebas dari goresan dan cacat lain yang disebabkan oleh proses ini.
2. Periksa sistem mekanis dan listrik dari peralatan celah baja sesuai dengan tabel inspeksi peralatan, dan operasikan peralatan dalam keadaan kosong untuk mengonfirmasi bahwa peralatan berada dalam keadaan normal dan menyala.
3. Periksa apakah kartu produksi konsisten dengan nomor bets, status paduan, ukuran spesifikasi, dan berat kumparan material; Sesuai dengan kriteria kualitas dan penerimaan linemachine slitting steel, periksa apakah kualitas permukaan dan kualitas permukaan akhir dari kumparan yang tertunda memenuhi kebutuhan produksi. Sebelum memulai peralatan, kru harus mematuhi persyaratan untuk pemeliharaan dan pengoperasian mesin. Setelah memeriksa dengan seksama semua bagian tubuh, mereka dapat mengirim listrik, jika tidak mereka tidak dapat memulai peralatan.
4. Parameter kosong dan produk jadi dimasukkan dengan benar dalam prosedur kontrol konsol operasi utama peralatan, seperti ketebalan bahan masuk, lebar masuk, lebar produk jadi, dan panjang produk jadi. Menurut lebar bahan yang masuk dan produk jadi, hitung lebar pemotongan yang dibutuhkan dan sesuaikan jarak pahat. Sementara itu, jumlah keping per tumpukan dihitung sesuai dengan persyaratan kartu produksi.
Hal-hal yang perlu diperhatikan dalam produksi
1. Hati-hati jangan sampai menyentuh koil saat menyusu.
2. Sesuaikan gulungan secara manual pada uncoiler. Biasanya, koil harus disejajarkan untuk memastikan bahwa lebar kedua tepi yang terpotong sekonsisten mungkin. Dalam kasus khusus, ketika ada celah besar atau cacat lain pada sisi material, lebar dua ujung tombak tidak konsisten, tetapi posisi horizontal kumparan pada uncoiler harus disesuaikan secara manual, dan dikonfirmasi bahwa cacat tepi kosong dapat sepenuhnya dihapus.
3. Periksa ketebalan dan lebar bahan yang masuk sebelum produksi dapat dilakukan.
4. Saat gulungan bahan dengan ketebalan lebih dari 0,5mm dilepas dari sabuk baja, rol harus digunakan untuk mencegah agar gulungan tidak terlempar.
5. Bahan harus positif saat mengenakan, dan bahan tidak boleh bengkok atau berkerut. Dilarang keras membersihkan rol di pintu masuk untuk menghindari keterlibatan.
6. Dalam proses memotong baja mesin menggorok, ketika tanda dan goresan yang disebabkan oleh mesin ditemukan di permukaan pelat, rol panduan di jalan panduan harus dihentikan dan diperiksa tepat waktu. Jika ada partikel yang menonjol ditemukan, mereka harus dipoles dengan amplas dan kemudian dibersihkan dengan alkohol.
7. Perhatikan kualitas permukaan bahan yang masuk selama pengoperasian mesin. Sesuai dengan persyaratan kualitas dan standar penerimaan linemachine slitting steel, jika ternyata tidak memenuhi syarat, maka harus menghentikan mesin dan mencari personil kualitas teknis yang relevan untuk menanganinya.
8. Sebelum setiap gulungan bahan diproduksi, selembar bahan harus dipotong, dan produksi dapat dilakukan sesuai dengan persyaratan teknologi panjang dan lebar pada kartu. Jika tidak, perlu menyesuaikan parameter gunting, jika tidak maka tidak diperbolehkan untuk melanjutkan produksi.
9. Ketika mengangkat produk jadi, perlu untuk memeriksa crane dan rigging dengan hati-hati, dan memerintahkan dan mengoperasikan crane bepergian overhead untuk berkonsentrasi. Operator dilarang berdiri di tempat kecil dan tidak aman untuk mencegah material berayun.
10. Jika terjadi kegagalan peralatan dalam produksi, segera hentikan dan beri tahu staf pemeliharaan untuk menanganinya.
RISHBIN, salah satu produsen mesin slitting steel terbaik dengan garis slitting steel berkualitas tinggi untuk dijual, didirikan pada tahun 1999. Dengan perkembangan hampir dua puluh tahun, ia telah menjadi perusahaan slitting steel terkemuka di bidang ini dan mengekspor mesin slitting untuk baja dan bahan lainnya ke dunia. RISHBIN didedikasikan untuk menyediakan layanan berkualitas dan produk berkualitas.
 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!